Introduction
- The IABPFN/ABPFN High Precision Indexable Balls End Mills are ideal for high precision finishing in a wide range of materials. With a set up tool R accuracy of ±0.01mm and insert R accuracy of ±0.005mm with a high helix shape on the inserts, chattering is reduced and improved surface finishes are delivered.
Features
1.The Effect of High Helix Insert Edge Shape

-
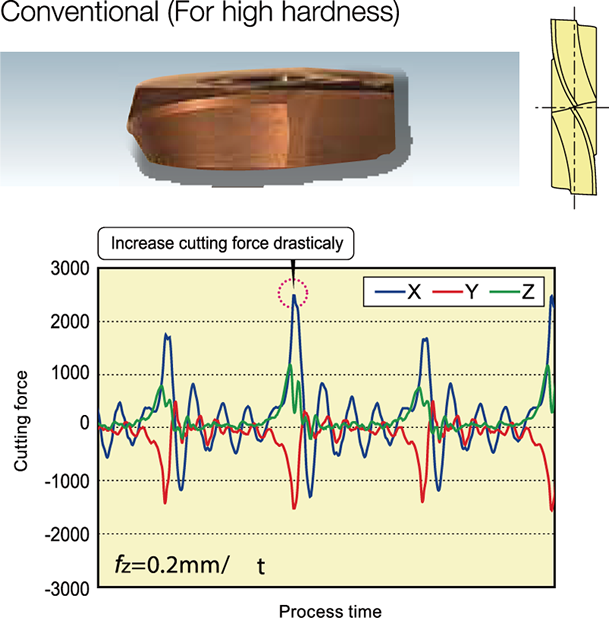
Typical Convention Problem
Chattering happens frequently while cutting a curved shape or similar. The greater the cutting force, the more the chattering which makes cutting marks on the work surface.
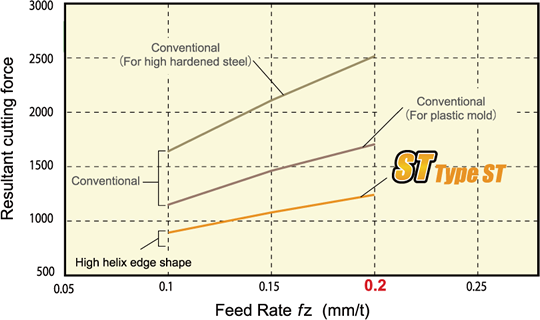
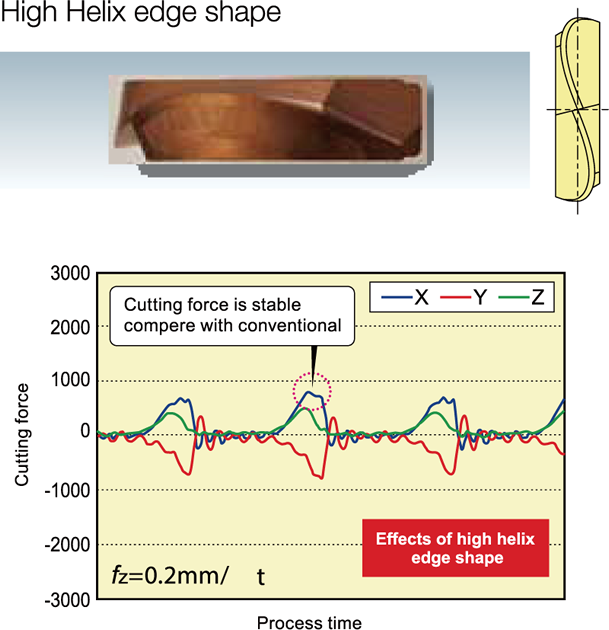
Reduced Cutting Force
The high helix edge shape suppresses rapid growth of cutting force. This relieves chattering and improves surface finish.
- Improved cutting surface finish.
- Less chattering on corner.
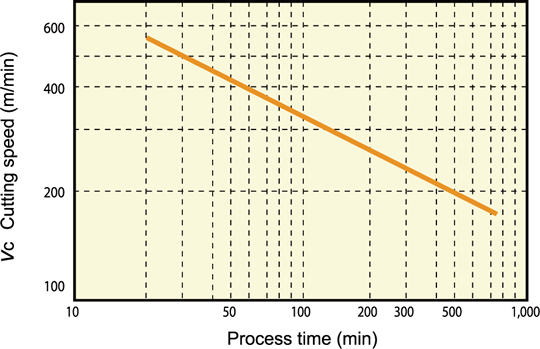
Improved Tool Life
Less cutting force reduces chipping due to wear and impact, and tool life is improved.
LESS POST PROCESSING TIME RESULTS IN
COST REDUCTION TIME SAVINGS 
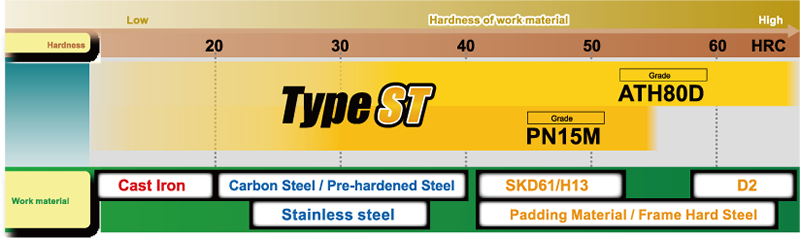
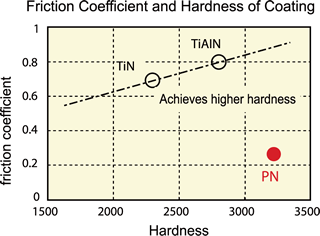
2.Recommended Coating Grade Map
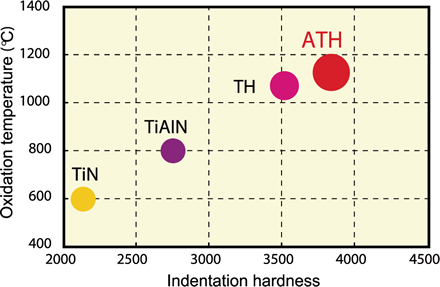
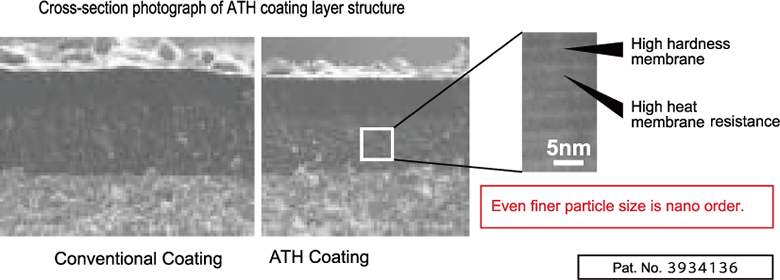
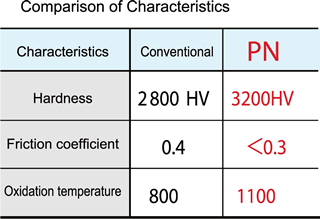
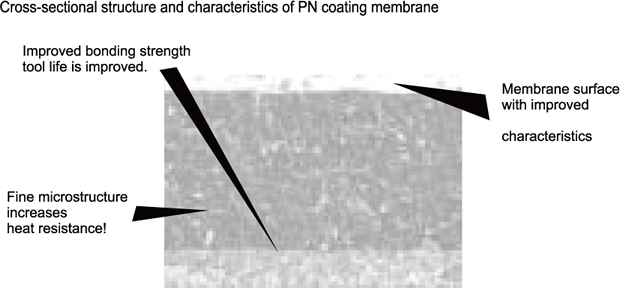
3.New PVD Nano Technology
Advanced TH (ATH) Coating: The multi-layer structure provides improved adhesion strength, film hardness, and oxidation resistance.
Strengths: Shows an extraordinary performance for high speed cutting and highly efficient machining of hardened steels and prehardened steels (machining efficiency is double).
Strengths: Exhibits stable tool life in cutting materials such as plastic injection molds etc. where tool seizure often occurs. Achieves longer tool life in cutting prehardened steel such as carbon steel, alloy steel, stainless steel, hot and cold tool steel, etc. PN15M adopts micro-grain substrate and PN coating. Improves the cutting performance for overhand cutting.
Strengths: Shows an extraordinary performance for high speed cutting and highly efficient machining of hardened steels and prehardened steels (machining efficiency is double).
- Hardened steels (45HRC-65HRC): D2, H13, HSS, 4203 Stainless Steel etc.
- Pre-hardened steels: CENA1, HPM-MAGIC, NAK80, etc.
Strengths: Exhibits stable tool life in cutting materials such as plastic injection molds etc. where tool seizure often occurs. Achieves longer tool life in cutting prehardened steel such as carbon steel, alloy steel, stainless steel, hot and cold tool steel, etc. PN15M adopts micro-grain substrate and PN coating. Improves the cutting performance for overhand cutting.
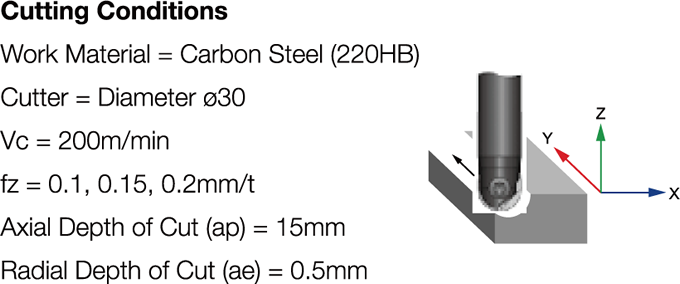
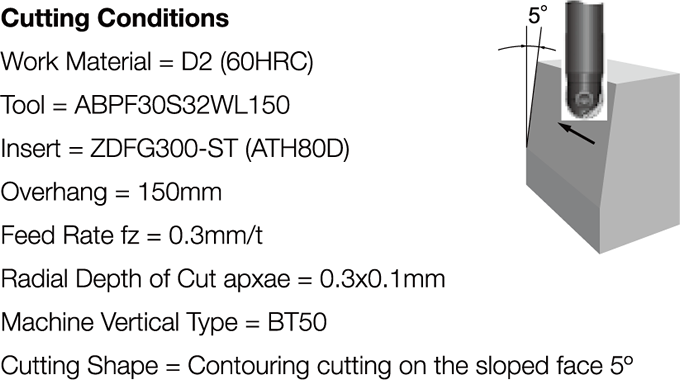
4.Cutting Performance
5.Field Data
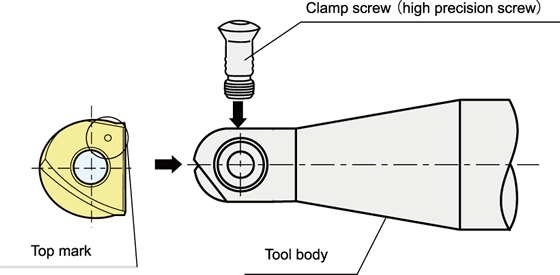
6.Insert Installation
To meet the specification for precision of ±0.01mm, please follow this procedure:
- Clean the inseart seat: Using air-blow or alike, clean the seat.
- Put in the insert with its top positioned to the screw-tightening side of the tool body.
- Tighten the clamp screw with the special wrench. Please do not press down on the insert during this tightening process.
- This is the end of insert set-up.
Catalog Download
PDF files are in Adobe's Portable Document Format. To view them you need Adobe® Reader® by Adobe Systems Incorporated.